

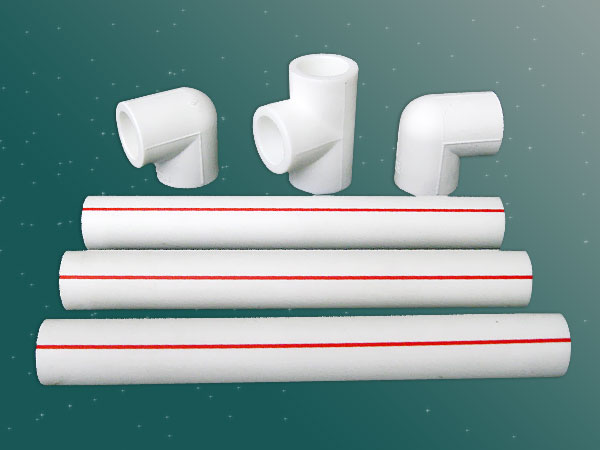
PB管道的焊接操作及试压过程要求
一、聚丁烯热熔管路系统的焊接
(一)准备工作
1. 首先,准备220v的稳压电源,应有保险装置的符合国标的电源插座并检查设备运行是否正常如有异常现象应及时报技术人员处理。
2. 检查必备的工具和配件,如:热融焊机、剪刀、尺子、刀子、削皮器、图纸等辅助工具。
3. 检查加热器的温度,加热器的温度在235℃±5℃的范围内(随环境温度变化而适当调整,当环境温度高于20℃时建议加热温度为230℃,当环境温度低于5℃时建议加热温度为240℃)。具体方法:先接通电源等绿灯亮后看是否在1秒内熔解,证明温度已到。以上工作应在加热器的绿色指标灯间接闪烁之后测试。红色指示灯为电源指示灯,绿色为恒温指示灯。(注:熔接环境温度应不低于-5℃)
4. 用派康公司提供的专用剪管刀切断聚丁烯管材,切面(断面)应平齐垂直于管材轴线。(管材横截面应是圆形)
5.热熔前必须用尺子在管材的熔合面画对应管径的插入深度做标记(注:不得用油笔);插入深度一定要遵循派康公司的技术要求,不得凭感觉随意操作。该 标记应在加热时和连接后仍可隐约可见。熔接要求见下表。
管材的外径 d(mm) | 最小壁厚 s(mm) | 插入熔合长度(mm) | 加热时间 t(秒) | 把持时间 t1(秒) | 冷却时间 t2(分) |
16 | 2.0 | 15 | 4 | 20 | 2 |
20 | 2.0 | 15 | 4 | 20 | 2 |
25 | 2.3 | 18 | 5 | 20 | 2 |
32 | 3.0 | 20 | 8 | 25 | 4 |
40 | 3.7 | 22 | 12 | 25 | 4 |
50 | 4.6 | 25 | 16 | 40 | 4 |
63 | 5.8 | 28 | 20 | 40 | 6 |
75 | 6.9 | 31 | 24 | 70 | 6 |
90 | 8.2 | 36 | 26 | 75 | 6 |
110 | 10.0 | 42 | 34 | 90 | 6 |
表一 管材熔接技术要求表
(二)熔接焊接
1. 清洁:管材、管件用清洁剂和无纺布(或用浓度不低于94%的酒精和不脱毛的清洁纸,如纯水浆纸),檫净焊接点管材的外壁和端面及管件内壁和 端面。(擦拭时仅将纸浸湿即可,但不宜过干。)
2. 对于阻氧型PB管还需进行削皮处理。采用与PB管对应规格的专用削皮器进行削皮。削皮后应确保没有阻氧层和胶层的残留,并符合管材熔接技术要求表中所做的规定。
3.加热器控制在235℃±5℃,一定要用不脱毛的纸清洁焊头,确保焊头清洁无污物。(一定要保护好焊头上的特氟龙涂层不受破坏确保焊接质量)
4.将清洁过的管材和管件同时插入加热器的焊头上,不要旋转,也不能太快拔出。依照表一的加热时间为准(注:插入过程不能过长在3-5秒之内完成)管材和管件一定要插入到位。
5.加热后,将管材和管件同时匀速从加热器上取出(应在3秒内完成),不可过快和旋转。可上下轻微的晃动,但角度不宜过大允许角度1度/1m。
6. 对接:管材和管件从加热器上取下后,应在3秒之内完成对接,沿其同轴线承插在一起,不可移动和转动。
7. 严格遵守表一的把持时间与冷却时间。如环境温度过高或过低,此时间做相应延长。
(三)注意事项
1. 必须按派康公司提供的聚丁烯(PB)管材、管件安装技术要求。
2. 现场安装前:必须审核设计图纸,施工现场摆放不得除去产品包装,管材管件用多少拿多少。保证管材管件减少污物或损坏。
3. 用派康公司提供的专用工具。专用剪刀切割管材,切割管材不能一刀切,应轻轻转动管材来切割,确保管材的圆度。
4. 焊接前,应检查管材表面有无损坏;阻氧型PB管削皮后是否符合规定;管口损坏面积不能超过10%,损坏严重应切掉损坏部分,如整根管材损坏严重就不能使用。
5. 管材管件安装时必须加管卡固定,管卡间距不应超过1000mm,(如果甲乙方监理有要求的,必须按要求安装)。
6. 管材管件安装完毕后,一定要做保护措施严防管路受到外力损伤。
7. 焊接时在把持时间内管材或管件都应同轴,管材和管件应完全结合在一起,不得移动,更不允许转动。
8. 在冷却时间内不可用外力移动,也不可进行下一组装工作,使管材管件其保持同轴。
9. 管材和管件完成对接后做外观检查,看熔瘤是否均匀,否则不合格。同时观察管路内部,不得有熔物形成的缩径。
10. 为了避免人为造成的安全隐患/误差,建议事先进行预组装工作尽量减少现场的焊点,同时降低劳动工时减少材料的浪费加快施工进度,确保质量。
11.由于聚丁烯材料是一种慢速结晶的高聚物,因此一般系统最后一个焊点熔完,冷却时间完成之后,不得立刻试压。至少冷却24小时后方可试压。
12.管道专用敷设时,必须在常温下冷弯曲,不允许用任何加热方法使其弯曲。
PB管材的弯曲必须符合下列规定:管径d不超过25mm时,弯曲半径尺寸≥8×d;d为32-63mm时,弯曲半径尺寸≥15×d
总之,我们在施工过程中按先小后大,先短后长的原理来施工,进行预组装。这样可以降低焊接强度和难度,减少不必要的麻烦(以现场情况定方案)。
二、管道试压
(一)试验的准备
1 .水压试验时间应在热熔管道连接24小时后进行。
2 .当管道安装完毕之后而尚未隐封起来之前,要在管路通水并排出气体。
3.如果可能的话,要把压力泵按放在系统的最低处。
4 .采用能够读出变化值为0.01MPa压力的压力表,压力表要安装在被试管网
的最低点。
(二)当管道的经注满水后再排空除去系统中气泡后,试验就可以开始了。
1.测试压力应为******可能工作压力的1.5倍,不小于0.6MPa, 并且要在 30分钟内进行2次测试,间隔时间为10分钟。
2.若以上步骤中未发现渗漏,之后的30分钟后,检验压力是否下降超过0.05 MPa,并检查是否有可见的渗漏点。
3.若压力下降0.05 MPa并且未发现有任何渗漏,则在以后的60分钟继续试验。在该时段中,应该检查压力降低是否大于0.2巴以及是否有渗漏发生。在安装检验中的任何时段不可出现渗漏。
4.在有结冻可能的情况下试压,应采取防冻措施,试压完成后应及时将管内的水吹尽、吹干。